平台热线
平台热线



发那科机器人伺服焊qiang详细设置
声明:本媒体部分图片、文章来源于网络,
版权归原作者所有,如有侵权,请与我联系删除。
先介绍一下伺服焊qiang结构
1、伺服焊qiang
体系大体分为两类,根据工况应用需要一般分为三种大中小结构。
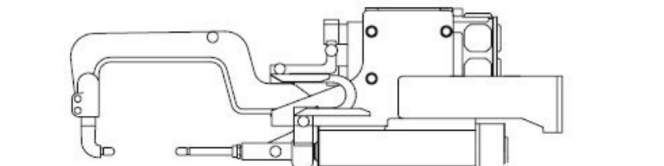
C型焊qiang如下
X型焊qiang如下
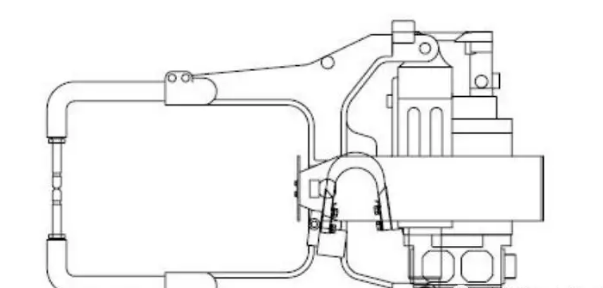
2、 从驱动原理上,目前有气动和伺服两种,后者伺服在在高速,稳定和柔性上更具优势。目前有些日系公司开发了一些轻量化的伺服焊qiang,在运行速度和设备成本上更具优势。感兴趣的朋友可以关注此细分领域焊qiang。下图是气动焊qiang,可以观察一下与伺服驱动结构的区别,伺服焊qiang也就是把气缸变成了伺服电机,在信号反馈与控制上更具优势。在程序中按照设定好的速度和进给量形成脉冲指令通过伺服放大器传到伺服电机,脉冲发出的频率和数量决定了速度和位移,伺服电机转矩决定接触压力。
3、关于伺服焊qiang功能原理
伺服焊qiang即使用伺服马达配合减速齿轮(匹配马达转速/负载)驱动焊qiang机械臂运动,完成焊qiang的焊接动作。气动的就不说了。
这里主要讲一下气动焊qiang和伺服焊qiang焊接的控制过程
(1)气动的焊接工艺过程一般分为预压、通电、断电锻压三个阶段。板件在焊接过程中,板件接触时产生的热能公式Q=I2R t,R为板件电阻,I为通电电流。t为通电时间;焊接质量焊的好不好,取决于三大要素,焊接电流,加压压力,焊接时间。所以工艺应用时这些数据比较重要,调试也是在系统中主要设置这些相关参数。
(2)而伺服的焊qiang一般分为渐进,加压、通电、保持、焊接五个阶段。
渐进阶段
渐进阶段是伺服控制单元将电极速度、运动大小通过编码器传给伺服电机,焊qiang根据脉冲量进行运动,上电极臂刚开始以较快的渐进速度进行往下工件运动,快接近工件时,脉冲量发生变化,此时电极将降为较低的前进速度进行运动。
加压阶段
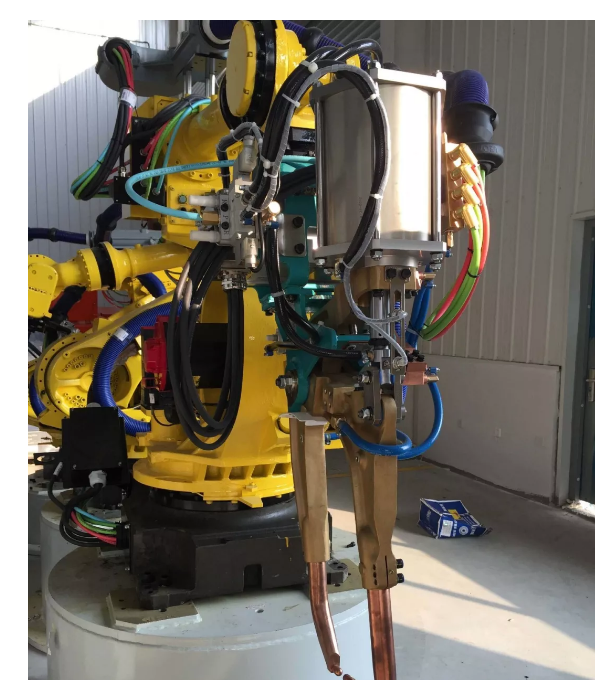
安装在机器人的上第七轴的伺服焊qiang,通过传动齿轮齿条等传动机构控制电极臂(动臂)往静臂运动,动静臂对中运动,在工件接触时,通过机器人程序控制轨迹,焊机一般通过以太网将焊接压力参数信号传给机器人控制系统,使焊qiang在合理电极压力下保持良好的接触。
通电阶段
通电焊接阶段当动静臂与工件完美的接触并达到焊机设定的压力参数后,焊接控制柜通电接通
进行焊接。焊接初期,电极接触部分的板件受热膨胀,产生的热膨胀干扰力由伺服电机对电极力进行**控制。焊接后期,受热区逐渐冷却电极受力减小。电极下移,受热区逐渐能够较好的结晶。
保持阶段
保持和结束阶段在焊接开始后,焊接控制系统会根据预设定的焊接时间计算焊接时序,会根据设定值给反馈一个保持时间的信号。焊接结束后,焊机会给机器人控制系统发送焊接完成信号
,*后结束焊接过程。
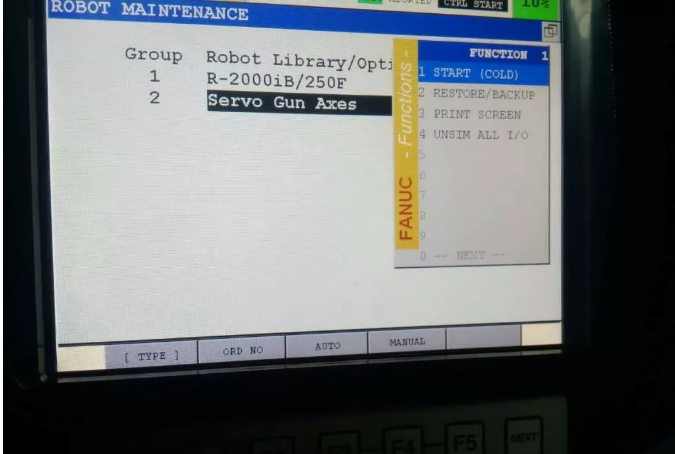
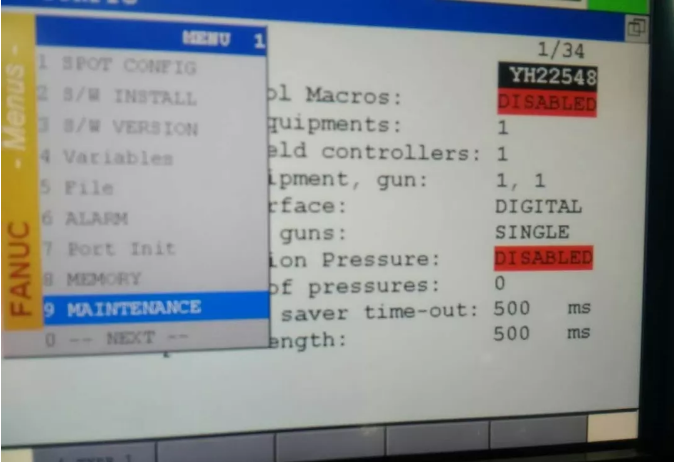
1. 选择“菜单”——“9维”进入机器人配置画面;
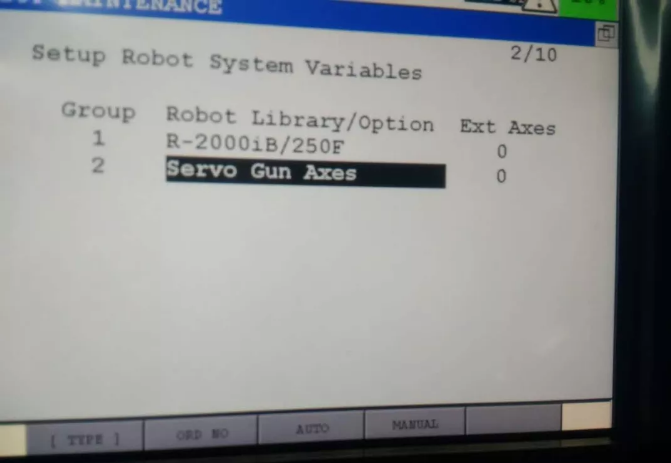
2、 选择“Servo Gun Axes”,按下“F4”(MANUAL(手动));
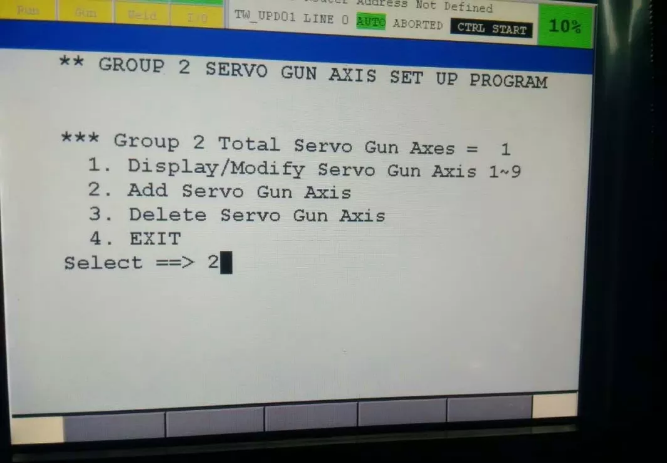
3、 追加伺服qaing用的轴,选择2
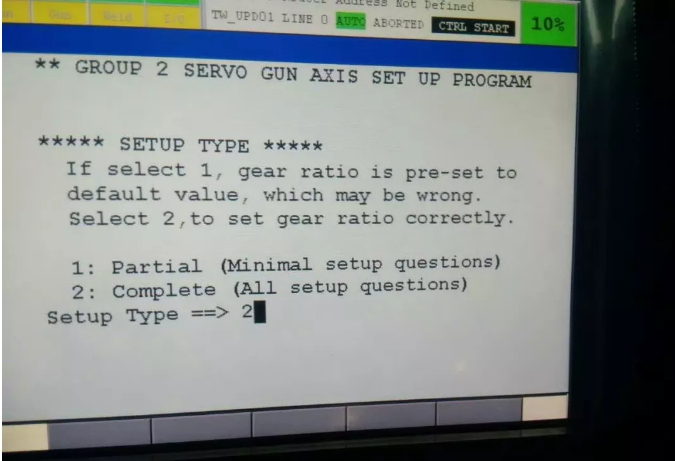
4、选择“2:Complete(All setup questions)”
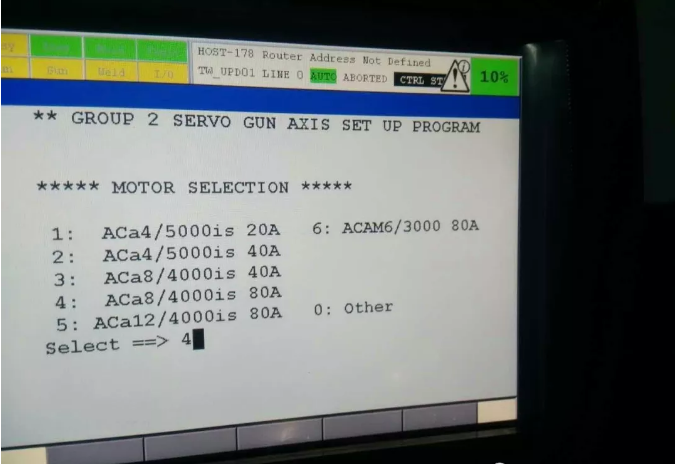
5、选择伺服电机参数,根据伺服电机上的铭牌设定参数。
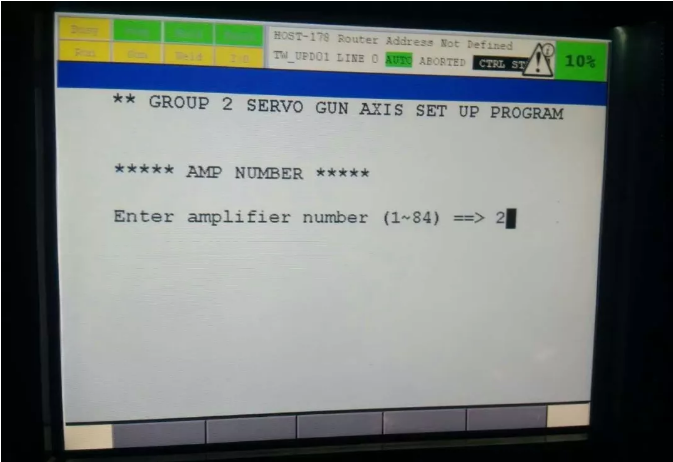
6、设置放大器编号输入数字编号
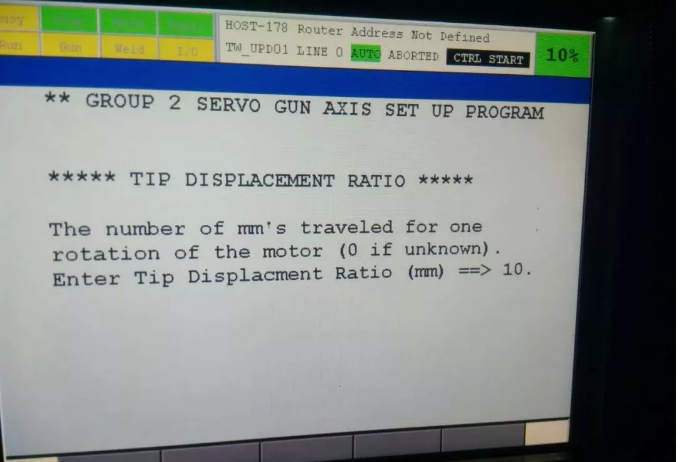
7、设置齿轮比和电机运转方向
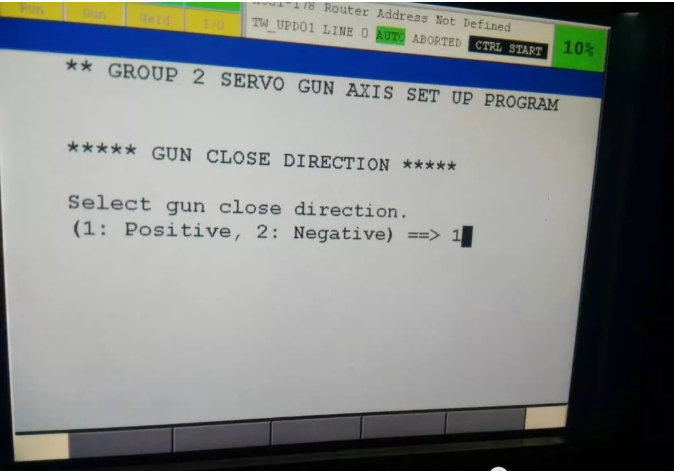
8、设置焊qiang关闭方向,1为正向,2为反向。
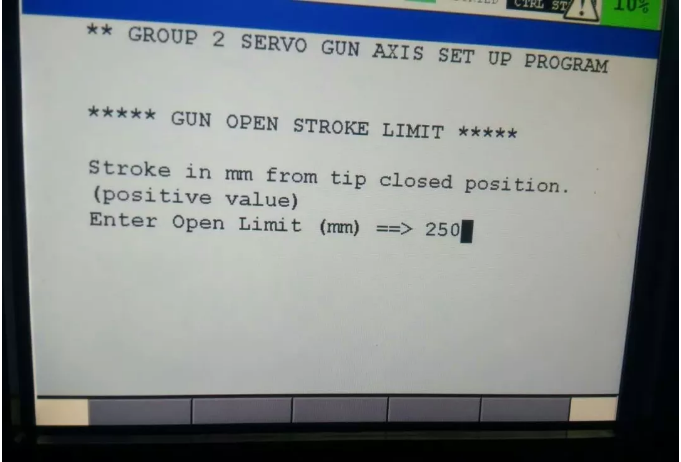
9、设置开启侧行程极限,根据伺服焊qiang的参数进行设定。
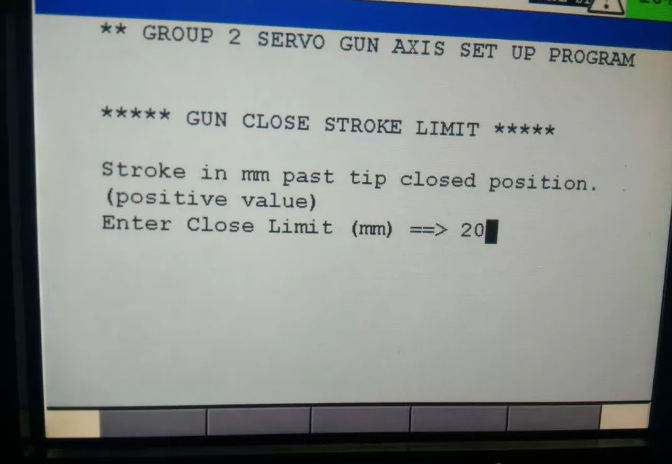
10、设置加压侧行程极限,一般设置为20。
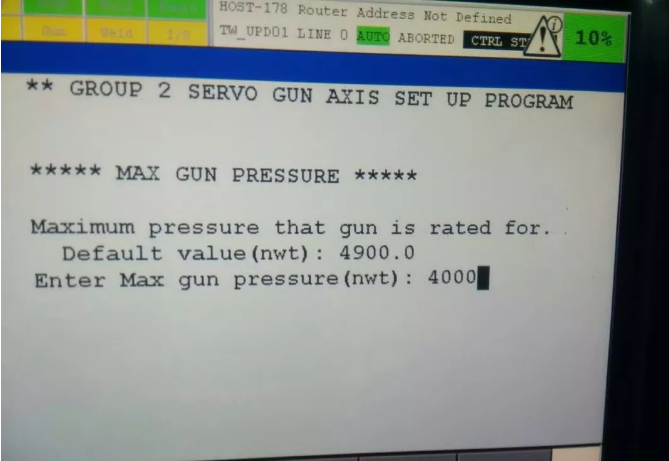
11、设置伺服qiang*大加压力
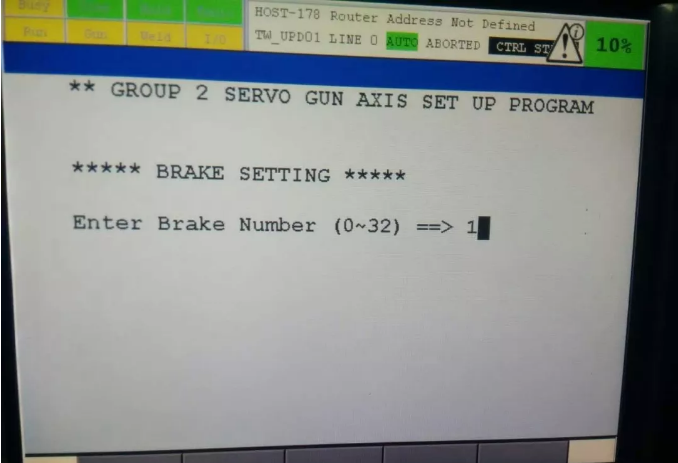
12、设置制动器编号,查看放大器的刹车双绞线(BREAK)。
13、看下放大器电路板有几组就输入数字多少

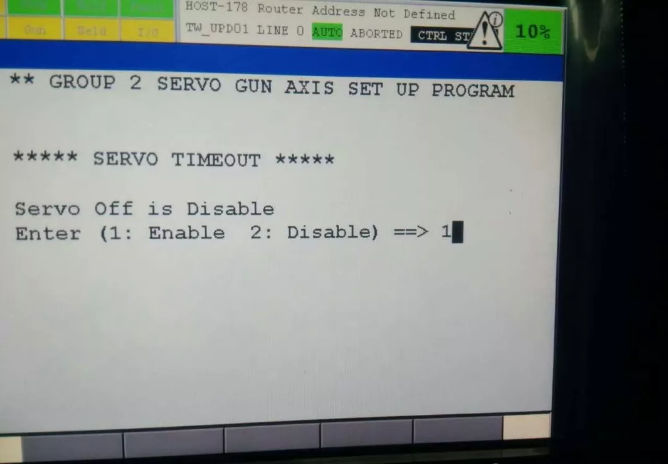
14、伺服使能设定:一般选择“1”
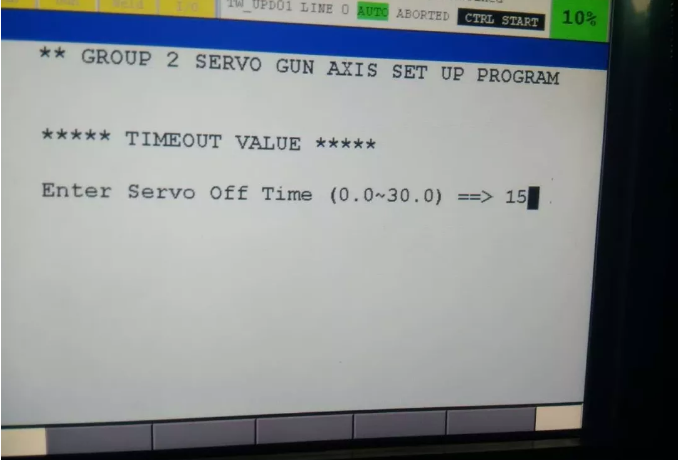
15、伺服暂停值设定 ,根据具体情况进行设定,设定范围为30以内,一般为20。
16、qiang*大速度设定,一般设定为“500”。

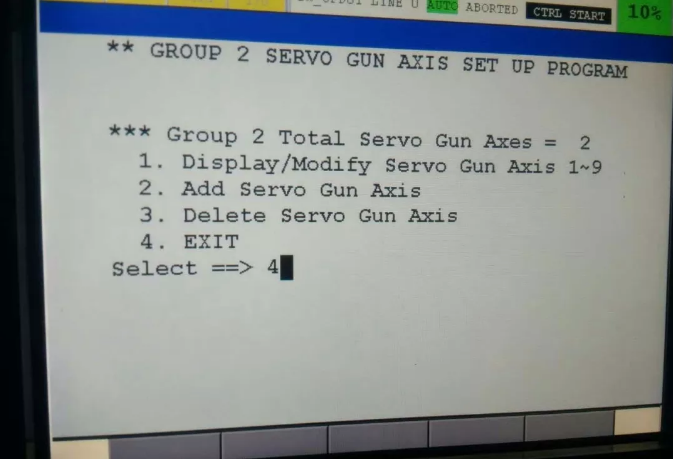
17、设置完成后选择4退出,如需再追加其他轴组按发上的操作2步骤进行追加即可。
18、启动一次。选择功能1冷启动即可。